Metal Injection Moulding (MIM) Forno per debinding - EBO
 Forno per debinding - EBO")
 Forno per debinding - EBO")
- Massima temperatura: 150 °C
- Volume: 120 to 250 litres
-
Per Debinding Catalitico
- informazioni sul prodotto
Lo stampaggio a iniezione di metalli (MIM) è una moderna tecnica di produzione che prevede l'iniezione di una "materia prima" in stampi per creare componenti metallici di forma complessa. Carbolite Gero offre forni e fornaci specificamente ottimizzati per le fasi del processo di trattamento termico richieste da questa applicazione.
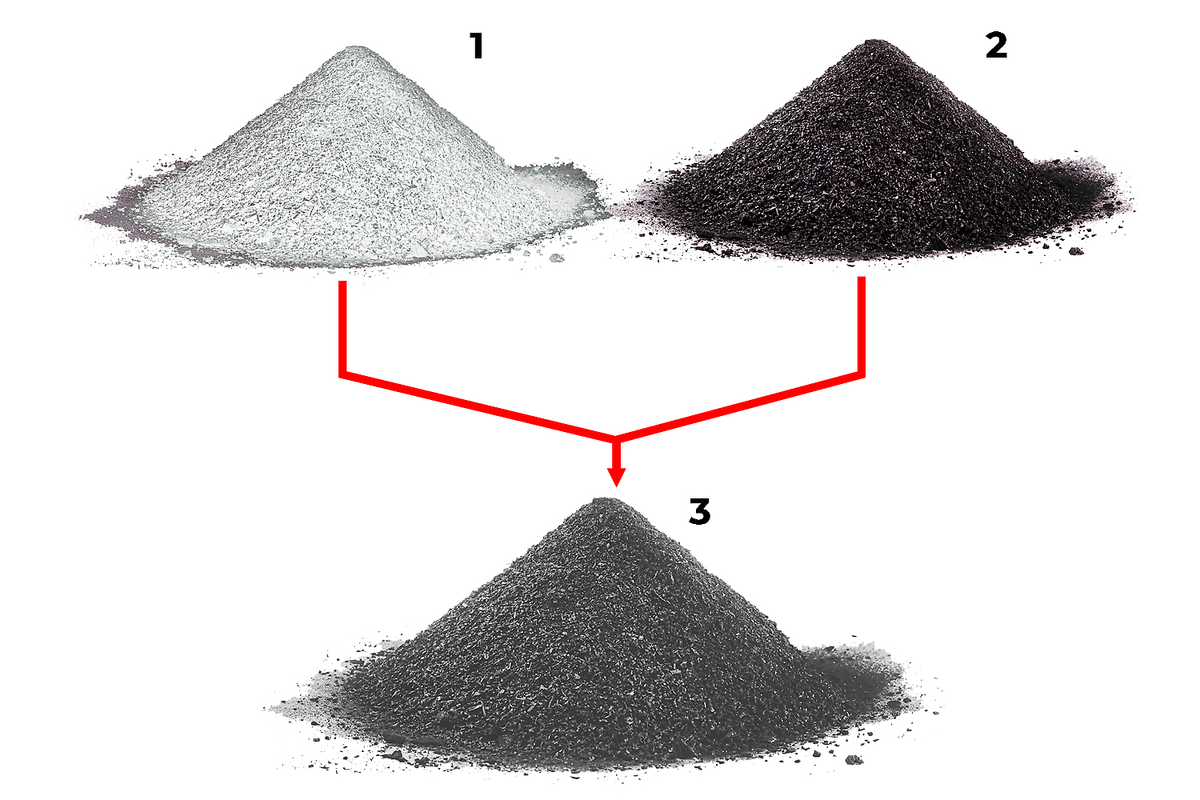
Il Metal Injection Moulding (MIM) è una tecnica di produzione che prevede l'iniezione di un "materiale di partenza" in stampi per creare componenti di forma complessa con un alto tasso di riproducibilità. La materia prima è una miscela di metallo in polvere e un legante polimerico che mantiene unito il materiale. Prima che i componenti possano essere utilizzati, il legante deve essere rimosso e la struttura interna del pezzo deve essere rafforzata; ciò si ottiene sottoponendo i componenti ai processi di trattamento termico di debinding e sinterizzazione in un forno o in una fornace.
Il legante (1) e la polvere di metallo (2) vengono combinati per formare la materia prima (3).
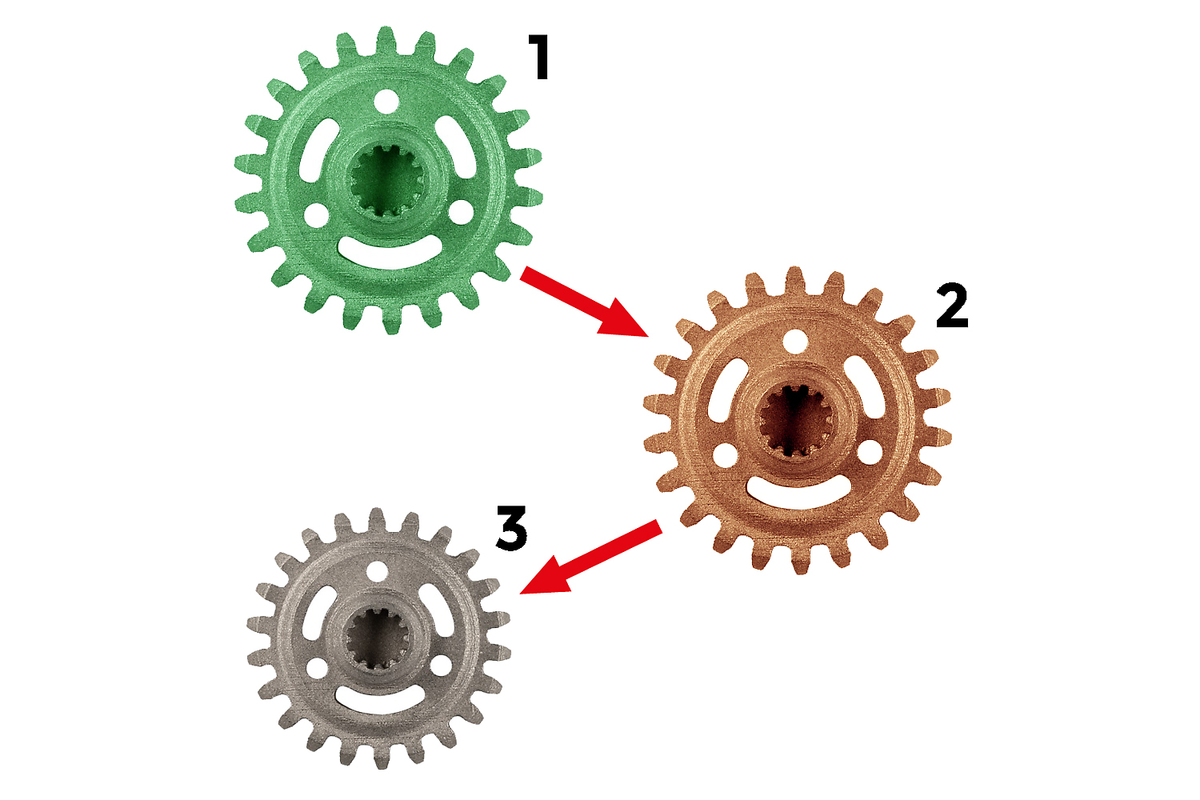
Verde (1) formato da metal injection moulding MIM, brown part (2) dopo la rimozione del legante e parte finita (3) dopo la sinterizzazione
Esempio di alcuni pezzi metallici finiti prodotti tramite metal injection moulding
Questo processo consiste nella rimozione del legante dal verde. Può essere ottenuto per via catalitica, dove il legante viene rimosso utilizzando una combinazione di additivi catalitici, solventi e acqua, o per via termica, attraverso un trattamento termico in atmosfera modificata in un forno o in una fornace. Il metodo richiesto dipende dal tipo di materia prima utilizzata. I componenti che sono stati sottoposti a questo processo sono in seguito definiti "brown".
A seconda del tipo di materia prima utilizzata, può essere necessario sia il debinding chimico che quello termico. Il processo chimico rimuove la maggior parte del legante, mentre il processo termico rimuove il legante residuo, detto anche "legante dorsale". Questo processo viene spesso definito "debinding a riposo".
Carbolite Gero fornisce forni adatti ad applicazioni catalitiche o termiche.
Questo processo consiste nel trattamento termico dei componenti di Metal Injection Moulding (MIM) che sono stati prima sottoposti al processo di debinding (brown parts). Lo scopo della sinterizzazione è modificare la microstruttura interna dei componenti per migliorarne la densità complessiva e, in ultima analisi, la resistenza. Ciò si ottiene riscaldando le parti metalliche in un forno o in un'atmosfera inerte fino a circa il 20% al di sotto del punto di fusione del metallo, consentendo agli atomi di diffondersi attraverso la microstruttura e di fondersi in una formazione più densa. Durante la sinterizzazione, le parti metalliche subiscono un certo restringimento, con una riduzione delle dimensioni del 15-22%, a seconda del metallo utilizzato e della densità finale del pezzo.
I profili di temperatura, l'atmosfera e l'uniformità della temperatura all'interno del forno sia durante il debinding che durante la sinterizzazione devono essere controllati con estrema precisione per evitare distorsioni e la formazione di cricche e bolle. Anche l'atmosfera inerte o riducente risulta importante per evitare l'ossidazione dei pezzi.
Il legante principale è indicato in blu e può essere rimosso cataliticamente.
Il legante dorsale è indicato in verde e può essere rimosso termicamente solo tra 300°C e 600°C. Questo processo viene spesso eseguito in pressione parziale, il che riduce la temperatura a causa della pressione aggiuntiva esercitata dal legante dorsale vaporizzato.
La rimozione catalitica del legante può essere eseguita all'interno del forno EBO di Carbolite Gero.
L'acido nitrico (HNO3) viene fatto evaporare e trasportato intorno al forno da un flusso di azoto, dove passa sul verde.
L'acido nitrico rompe il legante principale, creando formaldeide (CH2O), che è gassosa ed esplosiva in concentrazioni comprese tra il 7% e il 73%. Il flusso di gas dirige la formaldeide verso l'uscita del gas del forno, dove viene bruciata in modo sicuro grazie a un postcombustore a torcia attiva.
Esempi
Il verde dopo il debinding catalitico (a sinistra): Diametro: 27,86 mm / Massa: 11.89 g
Il verde dopo la sinterizzazione completa (a destra): Diametro: 24 mm / Massa: 11.71 g
➔ Riduzione totale della massa dopo il debinding a riposo: 1.5%
Il materiale di partenza viene iniettato nello stampo e formato nella forma desiderata. Il legante è evidenziato in blu e verde.
A questo punto, la parte MIM viene definita "verde".
Durante il debinding catalitico/chimico, il legante principale (blu) viene rimosso, lasciando solo il legante dorsale (verde), che deve essere rimosso termicamente.
Durante il processo di debinding, il legante della spina dorsale ("Verde") viene rimosso e la parte MIM viene chiamata "brown part".
Per aumentare la densità e la resistenza del pezzo, è necessario sinterizzarlo. A questo punto, le particelle iniziano già a diffondersi e ad aderire l'una all'altra.
Durante il processo di sinterizzazione, gli atomi all'interno del pezzo MIM si diffondono attraverso la struttura e si fondono insieme, aumentando la densità complessiva del pezzo.
Durante la sinterizzazione, la microstruttura del pezzo MIM è notevolmente più densa, con meno spazi tra gli atomi. Il processo di sinterizzazione provoca un certo restringimento, con alcune parti che subiscono una riduzione granulometrica fino al 22%. Questo fenomeno è normale nel processo di Metal Injection Moulding (MIM) e deve essere tenuto in considerazione durante la progettazione iniziale degli stampi.
Carbolite Gero offre due principali soluzioni multi-fase per il trattamento termico dei componenti MIM (Metal Injection Moulding).
La prima opzione prevede la combinazione del forno EBO 120 e del forno HTK 120. La rimozione catalitica del legante viene effettuata nell'EBO, mentre il debinding termico e la sinterizzazione possono essere eseguiti all'interno dell'HTK.
Il vantaggio principale di questa soluzione è che l'intero processo può essere eseguito utilizzando solo due forni. È importante notare che, sebbene inizialmente più conveniente, la rimozione del legante può essere un'applicazione sporca che potrebbe contaminare e danneggiare nel tempo la camera di molibdeno o tungsteno del forno HTK.
Tuttavia, utilizzando un forno HTK sia per la rimozione del legante che per la sinterizzazione, è possibile effettuare il debinding in atmosfera di idrogeno a pressione parziale. Ciò non è possibile quando si utilizza il forno GLO.
Esempio:
Nota bene: i tempi di ciclo indicati consistono in valori implementati per un processo specifico. I tempi di ciclo variano a seconda delle singole applicazioni e delle esigenze del cliente.
La seconda opzione prevede una combinazione di EBO 120, GLO 260 e HTK 120. La rimozione catalitica del legante avviene nell'EBO, la rimozione termica del legante nel GLO e la sinterizzazione nel forno HTK.
Sebbene questa soluzione preveda l'utilizzo di un forno aggiuntivo nel processo, nel complesso può rivelarsi una soluzione più conveniente, in quanto la struttura del forno di sinterizzazione HTK è protetta dalla contaminazione e riduce così i costi di manutenzione.
Esempio:
Nota bene: i tempi di ciclo indicati consistono in valori implementati per un processo specifico. I tempi di ciclo variano a seconda delle singole applicazioni e delle esigenze del cliente.
Per ottenere le migliori condizioni possibili per rimuovere il legante dai componenti MIM, il flusso di gas deve essere continuo e turbolento, in modo da raggiungere tutti i campioni collocati nel forno. La turbolenza favorisce la rimozione del legante dal verde durante l'applicazione.
Carbolite Gero ha lavorato a stretto contatto con istituzioni accademiche per effettuare simulazioni CFD (Computational Fluid Dynamics) al fine di testare e migliorare il flusso di gas all'interno delle camere del forno tipicamente utilizzate per le applicazioni di stampaggio a iniezione di metalli - Metal Injection Moulding (MIM).
Cliccare per visualizzare il video
Cliccare per visualizzare il video
L'uniformità di temperatura è la deviazione massima della temperatura all'interno del volume utilizzabile della camera del forno. Ad esempio, se il forno è impostato a 600°C e ha un'uniformità di temperatura dichiarata di ±5°C, la temperatura all'interno del volume utilizzabile non può deviare al di sotto dei 595°C o al di sopra dei 605°C.
L'uniformità di temperatura è fondamentale durante la sinterizzazione di componenti MIM (Metal Injection Moulding) in un forno, in quanto l'obiettivo è garantire che tutti i pezzi abbiano una quantità uguale di ritiro e densità.
I forni Carbolite Gero sono disponibili con più zone riscaldate per garantire una temperatura costante all'interno della camera.
Formula per il calcolo dell'uniformità di temperatura:
La gamma di forni HTK di Carbolite Gero è stata progettata specificamente per ottimizzare i processi di trattamento termico dello stampaggio a iniezione dei metalli - metal injection moulding MIM su larga scala. Ad esempio, la storta HTK120 consente all'operatore di caricare fino a tre pile di campioni, ciascuna composta da 20 vassoi (380 x 240 x 0,5 mm). La distanza tra i vassoi può essere regolata per adattarsi alla geometria di un'ampia gamma di campioni.
Il design e la configurazione del racking consentono al gas di fluire attraverso ogni strato e intorno a ogni pezzo MIM collocato al suo interno. A tal fine, quattro speciali diffusori di ingresso del gas dirigono il flusso orizzontalmente attraverso gli strati di scaffalature. Ogni ingresso è collegato a un flusso di gas separato, la cui portata può essere impostata individualmente per massimizzare le prestazioni in base alle esigenze individuali.
Una speciale piastra di uscita del gas viene montata per garantire che il gas venga distribuito uniformemente in tutto il volume della camera di storta del forno, anziché solo al centro.
È disponibile una gamma di controller e programmatori touchscreen che consentono agli operatori di inserire facilmente i programmi di trattamento termico. Inoltre, i programmi predefiniti per il debinding (a riposo) e la sinterizzazione di alcuni dei materiali più comunemente utilizzati (316-L, CrMo4, 8620 ecc.) sono disponibili come impostazione standard nel software del controller. Le impostazioni per altri materiali possono essere abilitate, previa consultazione con Carbolite Gero.
I prodotti e i servizi Carbolite Gero sono disponibili attraverso una rete globale di filiali e di distributori professionali. Il nostro personale sarà lieto di assistervi per qualsiasi richiesta.
Contattateci per una consulenza gratuita e per parlare con uno specialista di prodotto per trovare la soluzione più adatta alle vostre esigenze applicative!
Oltre ai forni Carbolite Gero per il trattamento termico, le altre linee di prodotti di Verder Scientific offrono ulteriori soluzioni per l'intero processo di metal injection moulding MIM e per le tecnologie di produzione additiva (Additive Manufacturing):
Nel Metal Injection Moulding (MIM) sono due le fasi richieste in un forno: il debinding per la rimozione del legante del verde e la sinterizzazione per il miglioramento della densità complessiva e la resistenza del pezzo metallico.
A seconda della singola applicazione sono necessari due o tre sistemi di trattamento termico. Uno per la rimozione catalitica del legante e uno o due forni per il debinding termico e la sinterizzazione.
I forni Carbolite Gero progettati per i processi di stampaggio a iniezione dei metalli (Metal Injection Moulding MIM) presentano innumerevoli vantaggi come il basso consumo energetico, la registrazione dei dati, il controller con touchscreen e la facile gestione del legante di scarto senza la necessità di sifoni per la condensa. I nostri forni per la rimozione catalitica del legante sono riscaldati ad acqua, per evitare la condensazione dell'acido nitrico all'interno dell'unità. Le nostre cassette di riscaldamento ad alta stabilità assicurano che i processi di debinding e sinterizzazione possano funzionare 24 ore al giorno, 7 giorni su 7.
Sì, nei forni è possibile eseguire una pressione parziale con Ar, N2 o H2. La pressione può essere regolata dal controllor tra 100 e 1000 mbar. L'angolo di apertura della valvola pneumatica viene impostato e serve per garantire che la pressione all'interno del reattore del forno sia mantenuta ad un livello costante. Per la modalità di pressione parziale dell'idrogeno, vengono applicati tutti gli standard di sicurezza richiesti e certificati dal TÜV.
L'eccellente uniformità della temperatura all'interno dei forni Carbolite Gero, progettati per lo stampaggio a iniezione di metalli (Metal Injection Moulding MIM), si ottiene grazie alla disposizione simmetrica degli elementi riscaldanti, alle multiple zone di riscaldamento e alla storta sigillata per contenere l'atmosfera modificata. La storta protegge inoltre il forno da qualsiasi legante che possa condensare durante il processo.
A seconda delle dimensioni del forno di Metal Injection Moulding, quando si lavora a pressione parziale, il legante viene gestito da trappole per la condensa, per i forni più piccoli, o sciogliendolo nell'olio. Quest'ultima soluzione è estremamente vantaggiosa per le unità più grandi, poiché la necessità di manutenzione è drasticamente ridotta rispetto ai sifoni per condensa.
Carbolite Gero offre una gamma di forni di diverse dimensioni per il debinding catalitico e termico e per la sinterizzazione nei processi di Metal Injection Moulding. Su richiesta, è possibile fornire sistemi di movimentazione manuale personalizzati per trasferire i pezzi tra i diversi forni.
Il titanio può essere sinterizzato in atmosfera di argon puro o in alto vuoto. La pluriennale esperienza di Carbolite Gero nella tecnologia del vuoto ci consente di fornire sistemi di trattamento termico con i tassi di perdita più bassi e quindi con capacità di vuoto più elevate. A seconda delle esigenze, possiamo equipaggiare i sistemi con accessori adeguati per le pompe da vuoto.
 Contesto informativo")
 Forno per debinding - GLO")
 Forno per sinterizzazione - HTK")





")





















